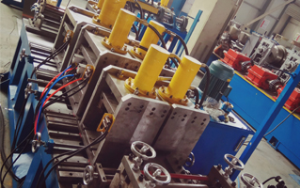
1、门框成型设备成型工艺
自动放料——导向——校平、送料——接连冲孔——成型——定尺、堵截——收料
2、机组性能
2.1轧制板材规模
原料:镀锌板、低碳素钢,如Q235
板材厚度:0.8≤∮≤1.5㎜
板材宽度:150≤§≤300㎜
2.2出产占地面积:长30米X宽3米
2.3装机总容量:42kw
2.4配备气源:气源:0.9立方/分钟,0.6~0.7MPa
3、各首要部件技术参数
3、1门框成型设备自动放料机:
3.1.1内涨式,载重3T
3.1.2驱动4kw变频电机
3.1.3卷料内径:¢500~¢520mm,卷料外径:≤1200
3.1.4电器感应自动操控放料速度
3、2门框成型设备导向机架:
3.2.1一对水平辊,二对立向辊
3.2.2具有可同向移动,导向移动功用
3、3校平机
3.3.1矫正滚轮:上4/下4,前后各一对夹送辊。
3.3.2校平圈料规模:较大料宽350mm
较大料厚0.8-1.5mm
3.3.3驱动力:2kw伺服电机
3、4接连冲孔部分
3、4、1机架:四柱式冲孔机架
3.4.2冲模:冲模
冲模原料:Cr12,淬火处理,硬度到达58-62°
3、5成型主机
3、5、1机架:机架为龙门式,侧拉式更换滚轮方法。
3、5、2成型机架:18架
3、5、3较大进料宽度≤350㎜,轧制板材厚度:0.8≤∮≤1.5㎜
3、5、4轧辊轴直径:¢60mm,原料40Cr,热处理:调质
3、5、5滚轮原料:GCr15,整体淬火处理,硬度HRC56-62º
3、5、6电机功率:22kw变频电机,ZQ400型减速机
3、5、7传动方法:每一机架配一件齿轮分配箱传动(除主动力方位外)
3.6门框成型设备堵截部分
3、6、1液压刀片堵截
3、6、2液压泵站:5.5kw
3、6、3刀片原料:Cr12,淬火处理。
3、7电器操控:PLC操控,液晶显示屏操作,编码器定长。

上一条: 光伏支架成型设备维护保养常识
相关新闻
- 如何安装
- 汽车车厢板设备可以定做么 定做注意事项有哪些
- 怎样区分冷弯成型设备与压床
- 光伏支架成型设备的种类和使用特点有哪些那?
- 浅析汽车车厢板设备的用途以及应用前景
- 在安装汽车车厢板时有哪些事项需要注意?
- 汽车车厢板设备维护保养以及基本注意事项
- 车厢板设备采用轧辊的设计方式有什么特点以及优势
- 车厢板设备应急的三种方法
- 车厢板设备由哪些构造组成,其特点有哪些
- 光伏支架成型设备维护保养常识
- 货架冷弯成型设备运动位置控制及调试
- 冷弯成型设备中矫直机构的作用
- 电箱成型设备简要介绍
- 消防箱成型设备的特点及消防箱基本配置
- 高强度汽车防撞梁的作用
- 汽车车厢板设备应用优势有哪些?
- 楼承板成型机/楼承板冷弯设备
- 冷轧机板材操纵、疑难问题及四辊可逆性轧机张拉比信息及特性优点
- 集成吊顶的那些优势